
- +86 18120750932
- colin@xmsinuowei.com
- ja.xmsinuowei.com


多くの場合、十分な取り付けトルクを適用した後でもホース クランプから漏れが発生し、人々はこの問題の根本原因を見つけることにうんざりし、解決策としてクランプを締めすぎてしまいます 。今日この記事では、あまり知られていない、そして私たちが頻繁に口を閉ざしているトピックである、これらの未知のリークの根源であるコールドフローまたはコールドリークに光を当てます…
1. コールドリーク -
物語の主役であるホースは、圧縮永久歪(C-set)という言葉で表される変形しやすいエラストマー(ゴム)でできています。圧縮永久歪みは、材料が荷重によって圧縮された後にどれだけ自然な形状に戻ることができるかを測定したものです。元の厚さ近くに戻る材料は、理想的な圧縮強度を持つと言われます。
ホースクランプをホースに締め付けたとき、ホースに締め付けられたクランプバンドと同様のタイプのくぼみ(印象)を再現しようとします。トルクの導入後、クランプは一発で締め付けられ、ホースには動作 (リバウンド) を開始するのに十分な時間が与えられないため、時間の経過とともにホースコンパウンドがクランプバンドの下からクランプバンドの下にゆっくりと移動します。バンド力が弱い領域は、それ自体をリラックスさせようとします。いわゆるホースの流れは、下の図 1 に示す倹約的な方法を利用してシミュレートできます。この方法では、粘土をホース クランプの下に保持し、取り付けトルクまで締め付けます。粘土はクランプバンドから無負荷領域に流出します。

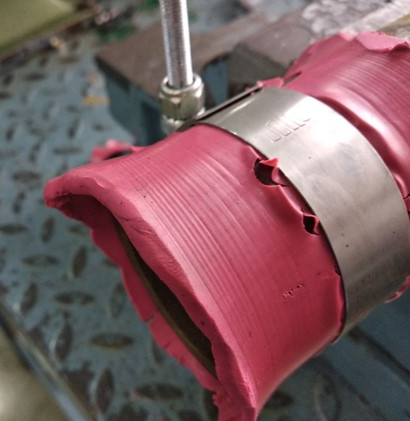
図 1 - 取り付けトルクを加える前のホースクランプの下に粘土を巻き付けた状態
図 2 - 粘土の助けを借りてクランプ バンドの下を流れるホースの誇張された倹約シミュレーション
このホースの弛緩は取り付けトルクの低下として認識され、その結果バンド張力が低下し、その後のジョイントの漏れや滑りにつながります。この取り付けトルクの低下は、緩和テストを使用して簡単に判断できます。これらの緩和損失を最小限に抑えるには、トルクが完全に伝達される前にホースが緩む時間を確保できるようにデュアルステップ締め付けプロセス を適用して、失われたトルクを現在供給されている新しいトルクですぐに置き換えることができるようにする必要があります。適用。本当のことを言えば、この問題を解決するにはクランプを手動で締めるのが最善の方法です。すべてのジョイントで手動トルクが不可能な場合は、少なくとも重要な用途を必要とするジョイントを手動で回す必要があります。
2. 熱サイクル -
この問題のもう 1 つの重要な側面は、さらに火に油を注ぐことになる「熱サイクル」です。最初にクランプを締めたとき、システムは周囲温度になります。車両が走行を開始し、標準動作温度に達すると、差し込み口 (金属パイプ/チューブ) と金属製ホース クランプが熱膨張します。スピゴットのこの膨張は、熱源と直接接触するため、ホースクランプの膨張よりも大きくなる可能性があります。この膨張差により、ホースにかかる圧縮力が増加し、その結果ホース素材が移動します。エンジンを切ると徐々に周囲温度に戻ります。周囲温度では、栓の熱収縮がホースクランプの熱収縮よりも大きくなる可能性があります。この収縮差により、ジョイントでのクランプ力が低下し、ジョイントの漏れや滑りが発生する可能性があります。熱サイクルの場合にこの問題に対処するために、クランプの専門家は、一定張力 または自動締め付けクランプ。
ほとんどすべての金属接合部は、システムが加熱されると膨張し、システムが冷却されると収縮します。従来のウォーム ドライブ とT ボルト クランプは 受動的なものです。つまり、クランプを締め直したり緩めたりせずにジョイントの伸縮を補正することはできません。 一定張力クランプまたは自動締め付けクランプは、コールドフローの問題を完全に停止するために実際にクランプ直径を変更することで温度変化を補償するバネ要素で構成される機構を備えたアクティブ クランプです。
技術的なヒント -
車両組立ラインにクランプを取り付ける際は、エンジンが暖まった後にクランプを締め直すことをお勧めします。
漏れのあるジョイントを安全に保つために、クランプを定期的に締め直すことを強くお勧めします。
ホースとアプリケーションの要求に応じて、一定の張力/スプリング式クランプを使用してください。
出典:ジョリー
以前 :
コンデンサの歴史 – 現代次 :
積層セラミックコンデンサとは



著作権 © Xiamen Sinuowei Automated Science and Technology Co., Ltd. すべての権利予約.

オンラインサービス
 言語
言語 English
English français
français Deutsch
Deutsch русский
русский italiano
italiano español
español português
português العربية
العربية 日本語
日本語 한국의
한국의 ไทย
ไทย 中文
中文